If you've seen pretty much anything I've ever posted here, you'll know that I own a CR-10 S5. Since the first day I purchased it nearly two years ago, there's been a non-stop flow of modifications going in and out of the printer to try to optimize print quality - with the S5 absolutely exceeding the mechanical design considerations of the Cartesian format, there is something inherently Sisyphesian to the task.
After all my time, effort and money, I've compiled a list of ABSOLUTELY ESSENTIAL MODIFICATIONS for the CR-10 S5.
01. ANTCLabs BL-Touch
In my opinion, the BL-Touch (or other automatic bed leveling probe) is an absolute must-have for ANY Cartesian 3D printer. With some simple firmware adjustments in Marlin and Klipper, you can say goodbye to bed leveling screws FOREVER. Manually adjusting your bed screws and doing paper tests on the nozzle become a thing of the past, and on huge printers like the S5, the benefits cannot be overstated. You can buy one here! Note: the metal probe tip featured in the above image was phased out several generations ago in favor of an engineered plastic which has a far longer lifespan.
02. Keenovo Silicon AC Bed Heater
While I'm not particularly spiritual, it is said that God works in mysterious ways. So too do the engineers at Creality, whom decided a 300mm DC bed heater was sufficient for a printer with a 500mm bed plate. If you've owned any 3D printer, you've encountered the limitations of DC heaters only just barely making it to 80C at
best, and even then, taking as long as 10 minutes to do so. With a Keenovo AC bed heater, you can push your bed as hot as 260C (please don't do this!) in mere minutes - seconds, even, for common printing temperatures from 60C-110C. The downside is that integrating a Keenovo AC heater to your 3D printer's mainboard may prove difficult depending on the mainboard infrastructure. However, after thousands and thousands of printing hours, I've found having to turn the bed heater on and off to not be much of an annoyance. It also prevents inter-print cooldown of the bed - once you finish a batch of ABS parts, you don't have to wait for the bed to heat back up, it's just ready
immediately. The control box for the Keenovo bed heater is also incredibly simple to use, so you won't be endlessly scrolling through menus trying to find the setting you need. You can find these easily on Amazon, eBay, and Aliexpress, but
make sure that it's the right size for your bed
and has pass-through holes for the bed screws pre-installed! You CANNOT safely drill into these blindly!
03. Diagonal Frame Reinforcements
These are struts that run diagonally from the front of the printer's lower frame to the top of the Z axis struts. These dramatically decrease the Z-axis wobble on taller prints, which are a serious problem when the bed is flopping around like crazy 30 hours into a 50 hour print. While some commercially-available kits work, I made mine using 5/8th" threaded rods, nuts, washers, some 3D printed brackets, and some post-assembly M4 T-nuts.
04. TL Smoothers
All Creality printers have an inherent problem of using A4988 stepper drivers by default. While these
little guys are legendary and widely-proliferated for a reason, they unfortunately result in the "salmon skinning" effect that is infamous among Creality machine owners. TL Smoothers are a cheap and easy modification to put in line between the steppers and stepper drivers, and will completely (or mostly, anyway) remove the salmon skinning effect.
You can buy a set here! However, if you want a less cumbersome option that comes with the added benefit of reducing the "robot noises" your printer makes while printing...
05. Creality V1.1.5 Mainboard (with TMC2208 stepper drivers!)
This is a full replacement for the factory mainboard. It comes equipped with TMC2208 stepper drivers. While Creality uses this as a marketing point for a more silent printer, this also significantly reduced artifacts caused by the A4988 stepper drivers, removing the need for TL Smoothers entirely. Unfortunately, this mainboard tends to come in and out of stock everywhere I've found it rapidly, so just keep an eye out for a Creality V1.1.5 mainboard with 2208 stepper drivers! The only real downside of this mainboard is that you lose the independent pin headers for each of the two Z-steppers, but you can easily wire up a splitter, which works fine! Note: This board requires a 24v power supply. Which leads me to the next point...
06. Meanwell 24v Power Supply
By replacing just a handful of fans, your mainboard, and your heater cartridge, you can convert your CR-10 S5 to 24v. This gets your hotend up to printing temperature faster, runs the steppers cooler, and allows you to use the previously-mentioned V1.1.5 mainboard. It's worth it! Believe me!
You can buy one here!
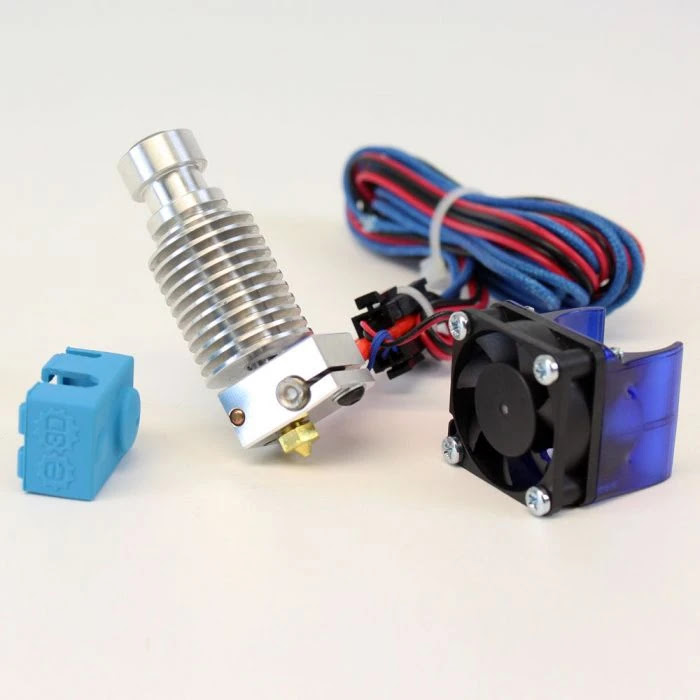
07. E3D V6 All-Metal Hotend
Unfortunately, all standard Creality printers
come with partially-metal hotends. This means there's a PTFE liner inside of your hotend, and if you raise the hotend temperature to ABS temperatures, you risk vaporizing the PTFE liner. This is incredibly dangerous, so if you want to print materials like ABS, PETG, and Nylon reliably and safely, getting an all-metal hotend is a GREAT idea! To be fully clear, PTFE-lined hotends are safe up to 240C, but in the event of a thermal runaway incident, restricting the use to around 220C gives you a few extra seconds to shut the printer off before you inhale dangerous PTFE vapor. I've found the E3D V6 to be ultimately reliable and allow a great range of print quality. While this isn't the cutting edge anymore, it's an absolute workhorse with a variety of nozzle diameters available. It can be a fantastic introduction to aftermarket hotends for newer enthusiasts.
You can purchase an E3D V6 here!
08. CR-10 Heavy-Duty Customizable Print Head
This customizable print head allows you a whole lot of expansion over the stock print head. If you replace the anemic 4010 parts cooling fan with a 5010, or even two 5010's, you should consider this. It also has options for mounting an ANTCLabs BL-Touch, and supports the E3D V6! I've used several different printhead configurations on my S5, and this has been the best so far. You can learn more about this printhead and download the .STL files here!
AND THIS IS TO GO EVEN FURTHER BEYOND! AAAAHHHHHHHHHHHHHHH!!!
09. MGN-12 and MGN-9 Slide Rails
One of the greatest weaknesses of Creality printers is the rubber V-slot wheel bearings they use to guide all of the axiis. Luckily, these can be replaced with CNC machine hardware! These slide rails are meant to move assemblies
orders of magnitude heavier than anything on your 3D printer, and they result in
much more consistent motions. While the X-axis and Z-axis are largely optional, I found replacing the Y-axis V-slot wheel bearings with MGN-12 slide rails
absolutely essential to remove the floppy motion along the Z axis. I recommend purchasing these on Aliexpress (with abundant patience) for the best deal. I suggest Funssor-branded slide rails if you can find them, but everyone seems to have their favorite brand. If you get these, be sure to invest in some PTFE-based lubricant, and buy some spare ball bearings. Do some research on how to maintain them and disassembly/reassemble the carriages, because you may find that some bearings are missing when you get your rails, or some might slip out if you ever take them off of the rails.
10. Klipper Firmware and Octoprint
This one's a bit of a doozy. First, you'll need a Raspberry Pi - recommended is the 3B+ or newer. Then, install either MainsailOS or OctoPrint, and follow TeachingTech's excellent guide on the Klipper firmware install. Now, before you dive into this project, DO SOME RESEARCH and do not be afraid of having to sift through perhaps dozens of guides from different places to solve problems. This is a very involved overhaul and will push beginners to their limits, but this is the real way to push the S5's performance ceiling above and beyond what is possible with mere hardware adaptations. A key feature of Klipper is the Resonance Compensation and Pressure Advance, which will remove the unavoidable Y-axis banding and rounded corners that plague prints from the CR-10 S5.
Welp, that's the list. Hundreds of hours of R&D over the course of two years of ownership have lead me to this list being the essential upgrades for the CR-10 S5. If you have any suggestions for other parts or general questions, be sure to put it down in the comments!
-Craig, Easterworks